
Veldu þinnkeðjutengiefnibyggt á þessum þremur viðmiðum: vírþykkt, möskvastærð og gerð hlífðarhúðar.

1. Athugaðu mælinn:
Þvermál vírs er einn mikilvægasti þátturinn – hann hjálpar til við að segja til um hversu mikið stál er í raun í keðjuvírsefninu. Því minni sem þykktartalan er, því meira stál, því meiri gæði og sterkari vír. Frá þeim léttasta til þeirra þyngstu eru algengar þykktir fyrir keðjuvírsgirðingar 13, 12-1/2, 11-1/2, 11, 9 og 6. Nema þú sért að byggja tímabundna keðjuvírsgirðingu, mælum við með að keðjuvírsgirðingin þín sé á milli 11 og 9 gauge. 6 gauge er venjulega fyrir þungaiðnað eða sérhæfða notkun og 11 gauge er þungur keðjuvír fyrir íbúðarhúsnæði sem þolir betur börn og gæludýr.
2. Mælið möskvann:
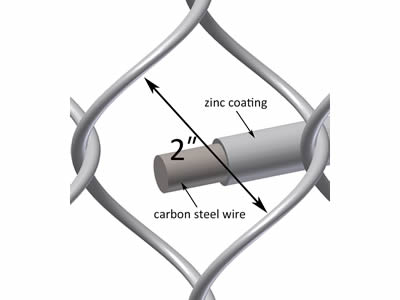
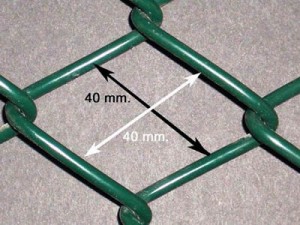
Möskvastærð segir þér hversu langt frá hvor öðrum samsíða vírarnir eru í möskvanum. Það er önnur vísbending um hversu mikið stál er í keðjutengjunum. Því minni sem tígullinn er, því meira stál er í keðjutengslaefninu. Frá stærstu til minnstu eru dæmigerðar möskvastærðir keðjutengsla 2-3/8″, 2-1/4″ og 2″. Minni keðjutengslamöskvar eins og 1-3/4″ eru notaðir fyrir tennisvelli, 1-1/4″ fyrir sundlaugar og fyrir meira öryggi, og mini keðjutengslamöskvar á stærð við 5/8″, 1/2″ og 3/8″ eru einnig fáanlegir.
3. Hugleiddu húðunina:
Nokkrar gerðir af yfirborðsmeðferðum hjálpa til við að vernda, fegra og auka útlit stálkeðjutengjaefnis.
- Algengasta verndarhúðin fyrir keðjutenglaefni er sink. Sink er sjálffórnandi frumefni. Með öðrum orðum, það dreifist um leið og það verndar stálið. Það býður einnig upp á kaþóðíska vörn sem þýðir að ef vírinn er skorinn „grær“ hann yfirborðið með því að þróa hvítt oxunarlag sem kemur í veg fyrir rauðan ryð. Venjulega er galvaniserað keðjutenglaefni með 1,2 únsa húðun á fermetra. Fyrir verkefni með sérstakri nákvæmni sem krefjast meiri endingartíma eru 2 únsa sinkhúðanir fáanlegar. Endingartími verndarhúðarinnar er í beinu samhengi við magn sinksins sem er borið á.
- Það eru tvær meginaðferðir til að galvanisera (húða keðjutenglaefni). Algengasta aðferðin er galvaniserað eftir ofn (e. galvaniseruð eftir ofn, GAW) þar sem stálvírinn er fyrst mótaður í keðjutenglaefni og síðan galvaniseraður. Önnur aðferð er galvaniserað fyrir ofn (e. galvaniseruð fyrir ofn) þar sem vírþráðurinn er galvaniseraður áður en hann er mótaður í möskva. Nokkur ágreiningur er um hvaða aðferð sé besta. Galvaniseruð vír tryggir að allur vírinn sé húðaður, jafnvel skornir endarnir, og galvaniseruð vír eftir að hann hefur verið myndaður eykur einnig togstyrk fullunninnar vöru. Galvaniseruð vír er yfirleitt sú aðferð sem stærri framleiðendur kjósa, þar sem hún krefst meiri framleiðsluþekkingar og fjárfestingar en einfaldlega að vefa vírinn, og hún skilar hagkvæmni sem aðeins er möguleg með þessari aðferð. GBW er góð vara, að því gefnu að hún hafi demantstærð, þyngd sinkhúðunar, þykkt og togstyrk.
- Þú finnur einnig álhúðaða (álhúðaða) keðjuvír á markaðnum. Ál er frábrugðið sinki að því leyti að það er frekar hindrunarhúð en fórnarhúð og þar af leiðandi eru skornir endar, rispur eða aðrir ófullkomleikar viðkvæmir fyrir rauðum ryði á skemmri tíma. Álhúðað hentar best þar sem fagurfræði skiptir minna máli en burðarþol. Önnur málmhúð sem seld er undir ýmsum vörumerkjum sem notar blöndu af sinki og áli, sem sameinar kaþóðíska vörn sinks við hindrunarvörn áls.
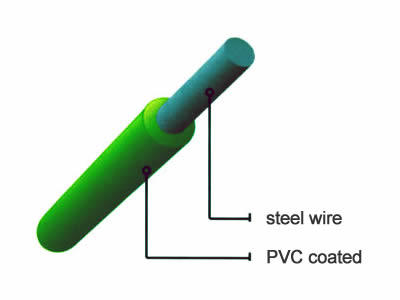
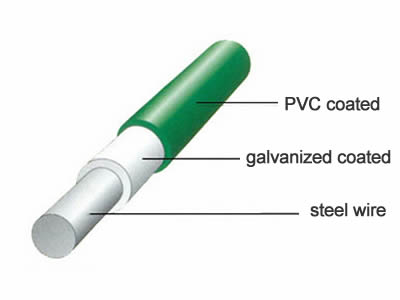
4. Viltu lit? Leitaðu að pólývínýlklóríði sem er borið á auk sinkhúðunarinnar á keðjuhlekknum. Þetta veitir aðra tegund tæringarvörn og fellur fagurfræðilega vel að umhverfinu. Þessar lituðu húðanir eru fáanlegar með eftirfarandi meginhúðunaraðferðum.
Rafstöðuvirk duftmálun er aðferð þar sem málning er hlaðin með vél og síðan borin á jarðtengdan hlut með því að nota stöðurafmagn. Þetta er húðunaraðferð sem myndar húðunarfilmu með því að hita í bökunar- og þurrkofni eftir húðun. Víða notuð sem málmskreytingartækni, það er auðvelt að fá þykka húðunarfilmu og hún hefur fallega áferð, þannig að þú getur valið úr ýmsum litum.
Duftdýfingarhúðun er aðferð þar sem gatað plata er sett í botn málningaríláts, þrýstiloft er sent frá gataða plötunni til að leyfa málningunni að flæða og forhitaður hlutur er dýftur í rennandi málninguna. Málningin í fljótandi rúminu er bráðin saman við hlutinn sem á að húða með hita til að mynda þykka filmu. Vökvadýfingarhúðunaraðferðin hefur venjulega filmuþykkt upp á 1000 míkron, þannig að hún er oft notuð fyrir tæringarþolna húðun.


Gakktu úr skugga um að þú skiljir bæði þykkt fullunninnar vöru og kjarnavírsins úr stáli. Vara sem er framleidd í fullunnu þvermáli 11 gauge sem, með flestum húðunarferlum, þýðir að kjarninn úr stáli er mjög léttur – ekki mælt með fyrir venjulegar uppsetningar á 1-3/4″ til 2-38″ demantsmöskvum.
Birtingartími: 15. des. 2021